Investment Casting (Lost-Wax Casting)
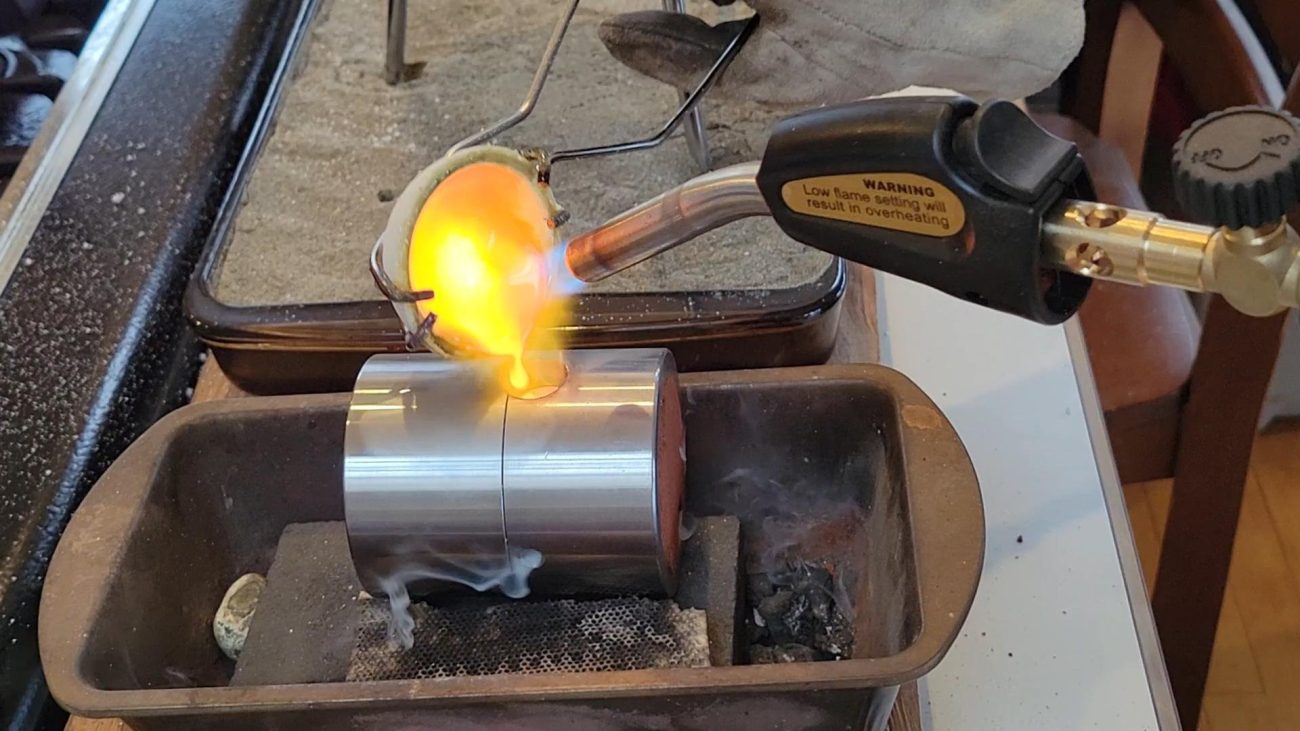
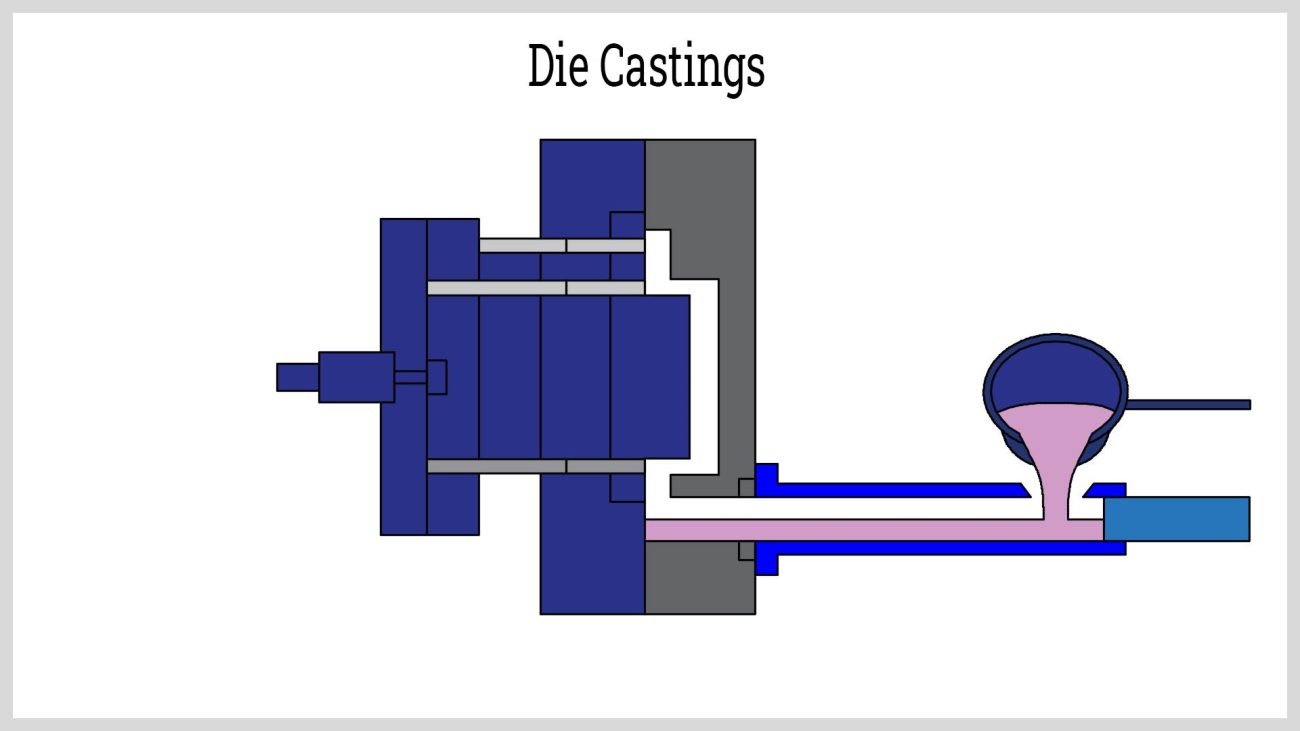
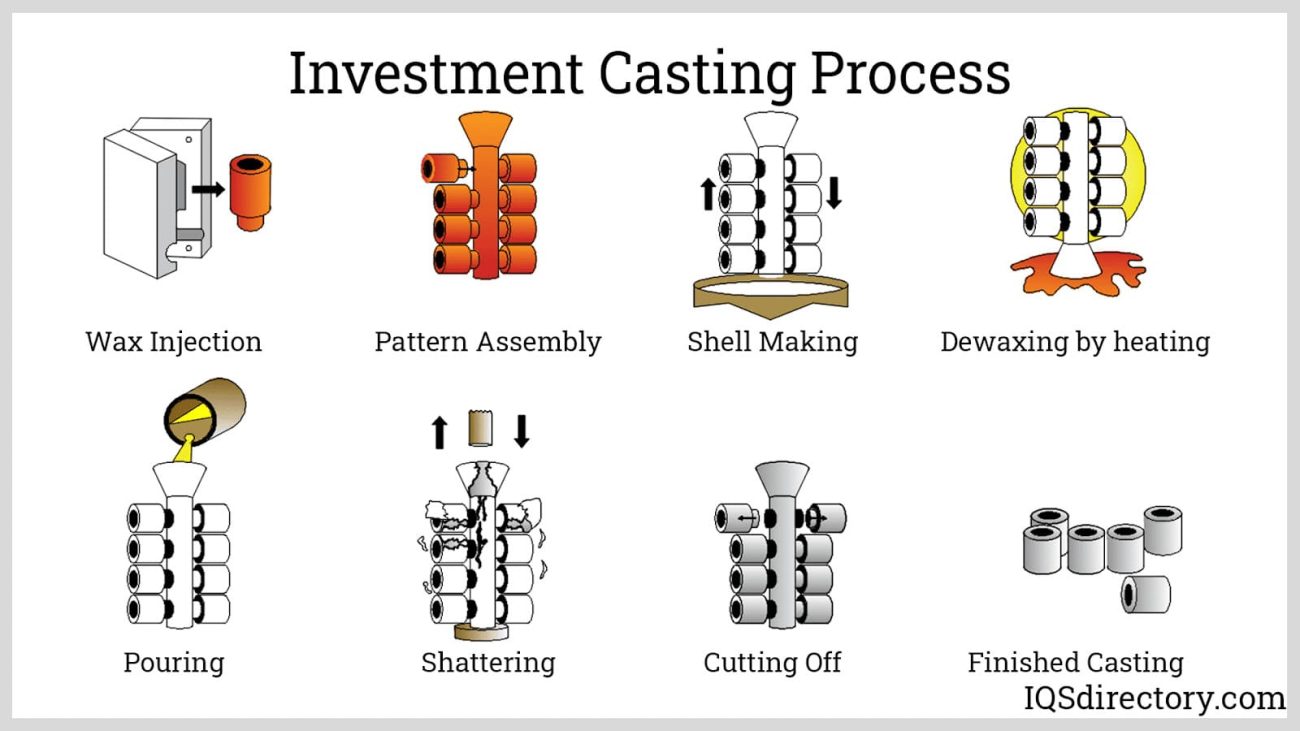
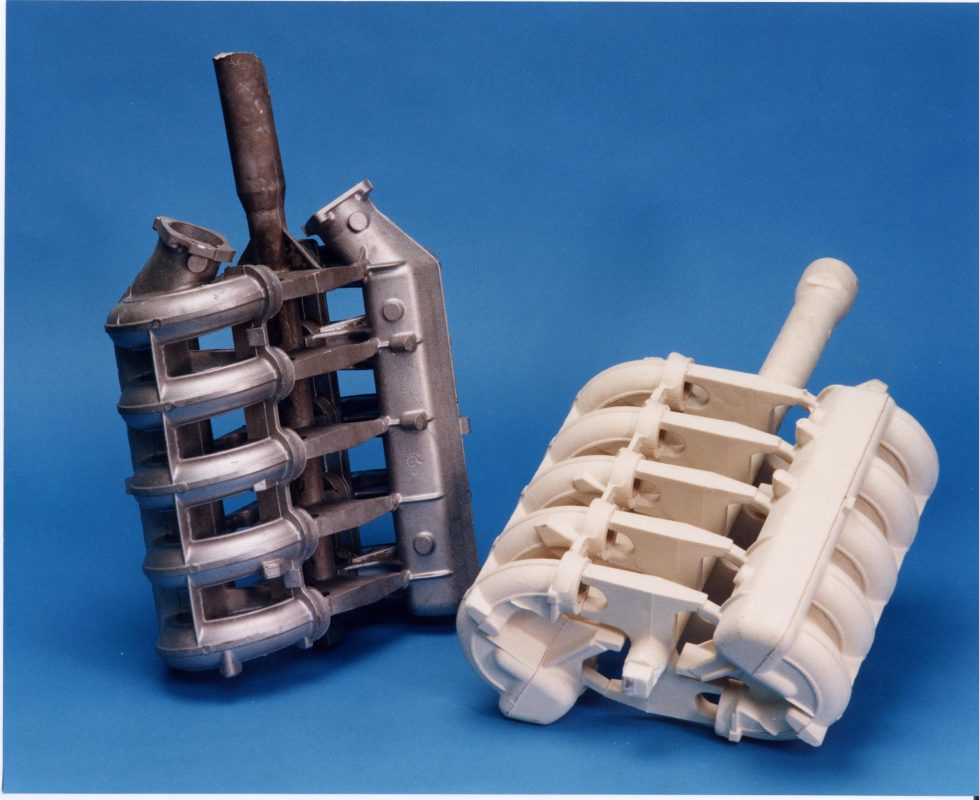
- How it works: A pattern is made from wax (or a similar expendable material). This wax pattern is then coated with multiple layers of a ceramic slurry, which hardens to form a shell. The entire assembly is heated, melting and draining the wax ("lost wax"). The ceramic shell is then fired to increase its strength, creating a precise, single-use mold. Molten metal is poured into this ceramic mold.
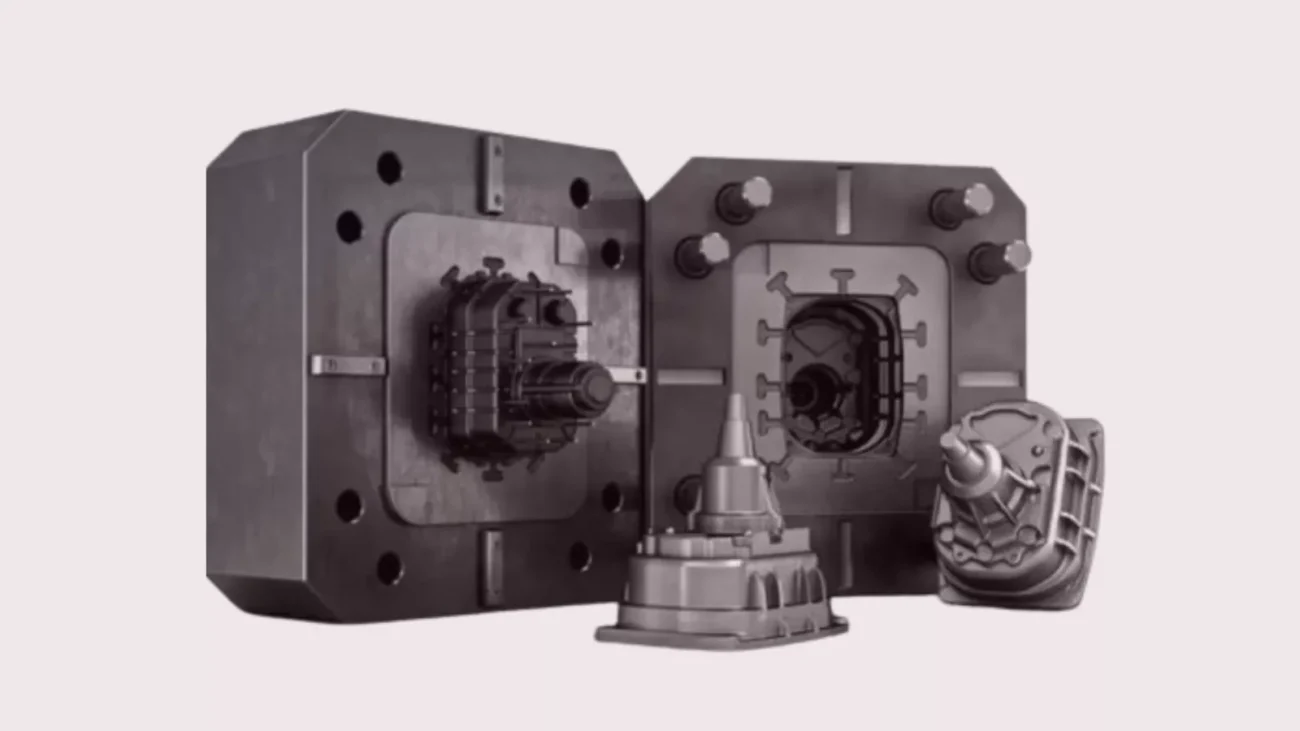
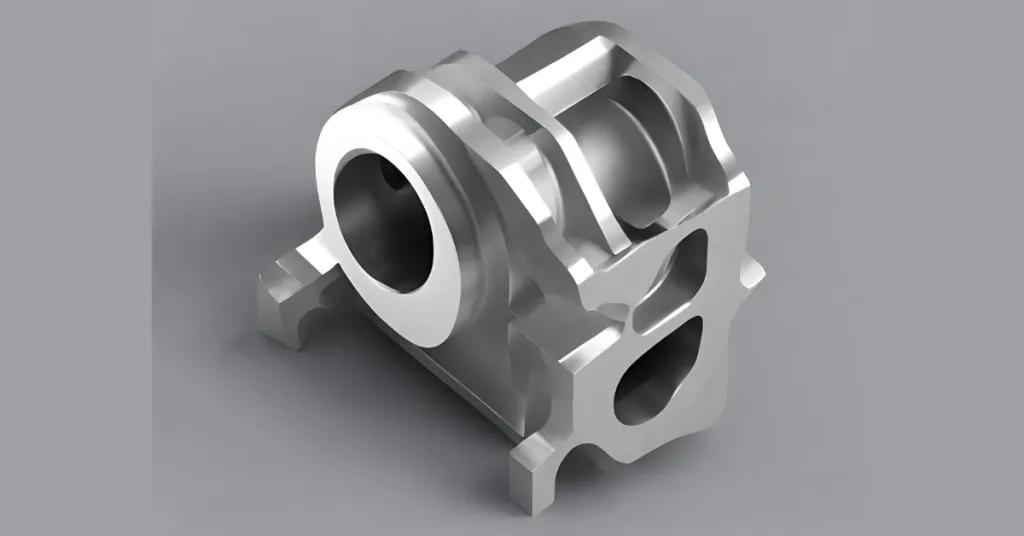
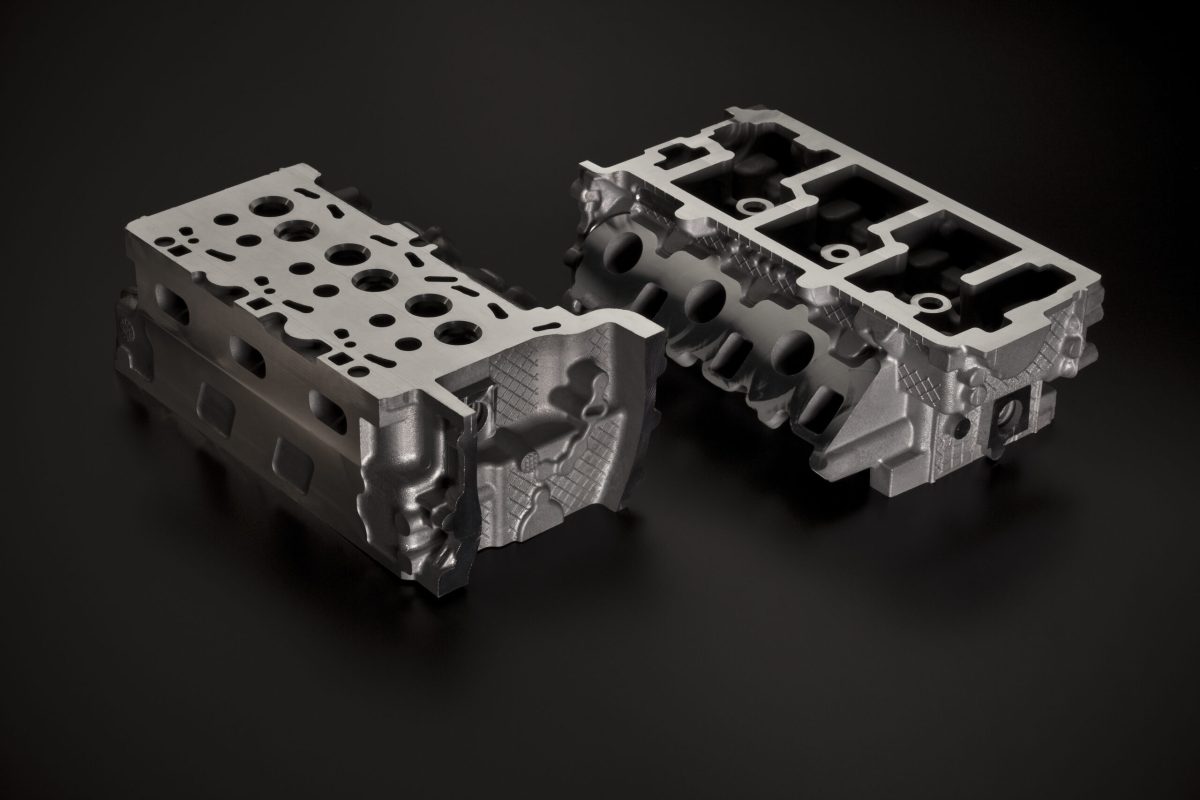
- Characteristics: Produces parts with exceptional dimensional accuracy, intricate details, and excellent surface finish, often requiring minimal post-machining. High cost per part due to the expendable mold and multi-step process.
- Applications: Aerospace components (turbine blades), medical implants, jewelry, intricate industrial parts.